


合作客戶/
拜耳公司 |
同濟大學 |
聯(lián)合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 基于界面張力儀和電位儀分析SPF減水劑結構-性能關系(二)
> 基于界面張力和表面張力測試評估商用UV油墨對不同承印紙張的表面浸潤性差異(一)
> 煙道氣與正己烷對稠油表面張力的影響機制研究(一)
> 植物油中N-酰基氨基酸表面活性劑的界面活性和聚集行為——摘要、簡介
> 表面活性劑溶液的界面擴張流變學
> pH、溫度、鹽度、碳源對 解烴菌BD-2產(chǎn)生物表面活性劑的影響——討論、結論
> 為什么水與油互不相溶?
> PG脫酰胺添加量對玉米醇溶蛋白氣-水動態(tài)表面張力的影響
> 高溫高壓潤濕性及界面張力儀功能、使用范圍及應用
> 棕櫚酸二甘醇酰胺無堿條件下降低大慶原油/地層水界面張力——結果和討論、結論
推薦新聞Info
-
> 煙道氣與正己烷對稠油表面張力的影響機制研究(二)
> 煙道氣與正己烷對稠油表面張力的影響機制研究(一)
> 變化磁場、零磁場條件下磁性液體表面張力系數(shù)測定
> 晶圓級超平整石墨烯載網(wǎng)的批量化制備步驟與應用
> 水性不銹鋼喇叭網(wǎng)抗劃涂料的技術突破與性能優(yōu)化
> 4種新型稀土雙酞酞菁衍生物合成及LB膜的制備
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(四)
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(三)
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(二)
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(一)
表面張力和重力驅動下液態(tài)釬料填充焊縫流動模型構建及效果評估(二)
來源:科學技術與工程 瀏覽 693 次 發(fā)布時間:2025-07-17
1數(shù)值計算方法
液態(tài)釬料的流動過程十分穩(wěn)定,雷諾數(shù)很低,故采用不可壓層流方法對流場進行求解。連續(xù)性方程為
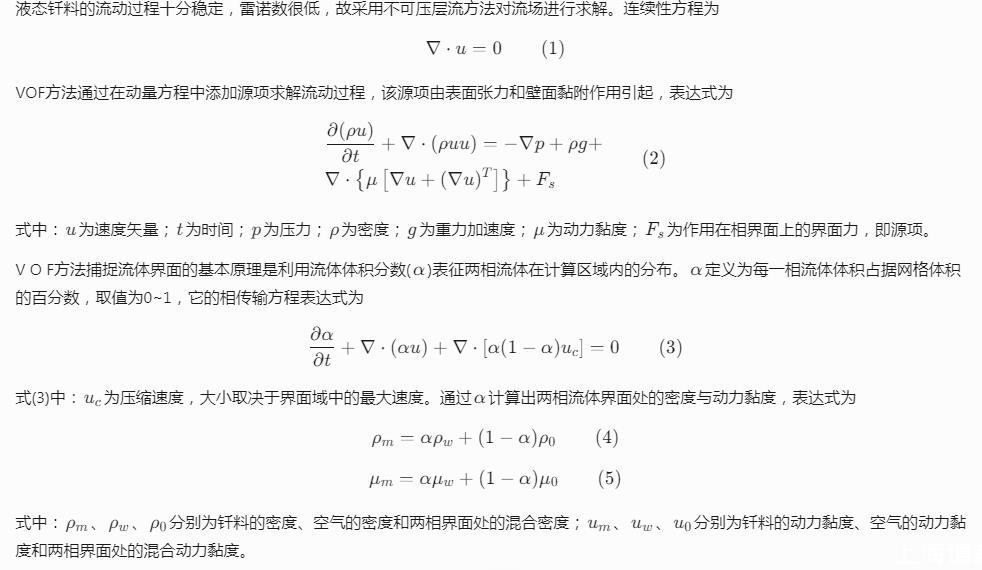
VOF方法通過在動量方程中添加源項求解流動過程,該源項由表面張力和壁面黏附作用引起,表達式為
式中:u為速度矢量;t為時間;p為壓力;rho為密度;g為重力加速度;mu為動力黏度;F_{s}為作用在相界面上的界面力,即源項。
V O F方法捕捉流體界面的基本原理是利用流體體積分數(shù)(alpha)表征兩相流體在計算區(qū)域內(nèi)的分布。alpha定義為每一相流體體積占據(jù)網(wǎng)格體積的百分數(shù),取值為0~1,它的相傳輸方程表達式為
式(3)中:u_{c}為壓縮速度,大小取決于界面域中的最大速度。通過alpha計算出兩相流體界面處的密度與動力黏度,表達式為
式中:rho_{m}、rho_{w}、rho_0分別為釬料的密度、空氣的密度和兩相界面處的混合密度;u_{m}、u_{w}、u_0分別為釬料的動力黏度、空氣的動力黏度和兩相界面處的混合動力黏度。
應用連續(xù)表面力CSF模型,考慮表面張力的影響,并將表面張力作為體積力加到動量方程源項中,表達式為
式(6)中:F_{s}為界面力;sigma為兩相界面張力;kappa為界面曲率;n為垂直于兩相界面的單位法向向量。
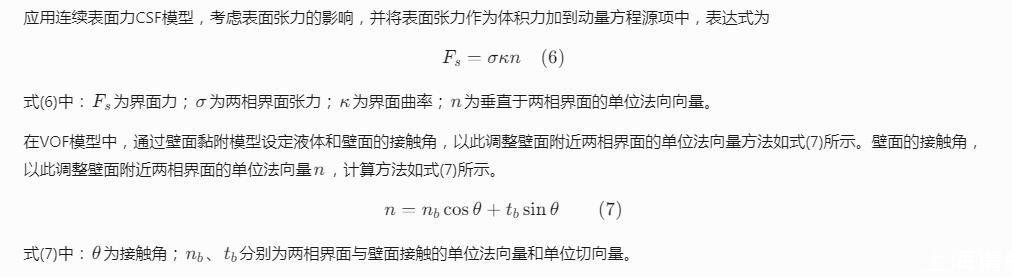
在VOF模型中,通過壁面黏附模型設定液體和壁面的接觸角,以此調整壁面附近兩相界面的單位法向量方法如式(7)所示。壁面的接觸角,以此調整壁面附近兩相界面的單位法向量n,計算方法如式(7)所示。
式(7)中:theta為接觸角;n_{b}、t_{b}分別為兩相界面與壁面接觸的單位法向量和單位切向量。
2物理模型及計算區(qū)域設置
2.1基本假設
高溫真空釬焊過程的模擬環(huán)境較為極端,還會涉及釬料的相變,對真空狀態(tài)下的釬焊流場求解十分困難。為計算釬料升溫融化、潤濕填充焊縫過程,根據(jù)實際釬焊過程做出如下假設。
(1)釬料的熔點為1470K。溫度低于1470K時,釬料保持固態(tài);溫度高于1470K時,釬料為液態(tài)。
(2)將液態(tài)釬料視為不可壓縮流體。
(3)所有固體結構在加熱過程中不發(fā)生任何形變。
(4)忽視各構件之間的輻射熱交換。
(5)以低真空度空氣域模擬真空環(huán)境。
2.2物理模型與計算設置
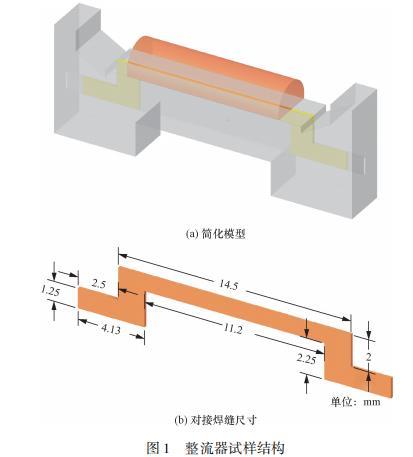
圖1(a)為基于實際釬焊情況的試樣結構簡化模型,橙色部分為釬料涂覆區(qū)域,放置在焊縫上方,材料為鎳基高溫合金;黃色部分為待焊接區(qū)域,該焊縫兩側表面互相平行,間距為0.2mm;灰色部分為母材,加熱過程中不發(fā)生形變,不與釬料相互溶解。整流器試樣結構對接焊縫尺寸如圖1(b)所示。
計算方案基于VOF模型,以真空度為0.04Pa的空氣模擬真空環(huán)境,試樣結構完全被空氣包裹。計算時間步長為0.001s;由于缺少液態(tài)鎳基合金的接觸角資料,故參考文獻中與本計算工況(1500K左右)相近的銀釬料滴在基板上的接觸角,將靜態(tài)接觸角設置為10°。表面張力為2.0N/m,由JMatPro軟件擬合得到。釬料未融化時,計算域十分穩(wěn)定,任意位置處速度為0m/s,控制方程的收斂速度較快,為節(jié)省計算資源,將初始場的溫度設為1469.9K,恰好低于釬料的熔點。為防止氣體無法排出焊縫,導致局部壓力過高從而阻礙液態(tài)釬料鋪展,故在焊縫下端設置開口,確保釬料正常潤濕鋪展。真實釬焊過程中,升溫及保溫時間很長,在幾十分鐘以上,但釬料填充焊縫通常在幾秒內(nèi)就已完成,故將升溫時間壓縮,具體升溫工藝如圖2所示。
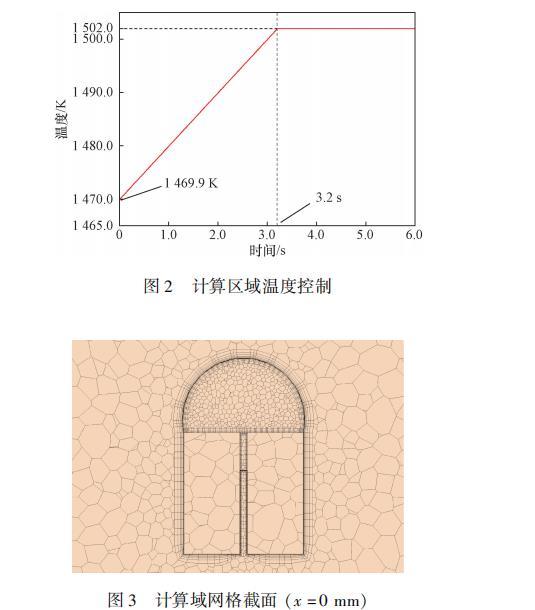
計算域網(wǎng)格截面(x=0mm)如圖3所示,整體上采用多面體網(wǎng)格,在釬料涂覆區(qū)域內(nèi)外均設置邊界層網(wǎng)格,為準確捕捉多余釬料在母材表面的流失過程,對母材表面的網(wǎng)格進行加密。